![]()
 銷售熱線:158-1687-3821
銷售熱線:158-1687-3821
![]()
銷售熱線:158-1687-3821
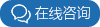
同軸送粉激光3D打印的工藝參數包括兩種類別,即同軸送粉氣體參數和激光參數。工藝參數的選擇將對激光3D打印的成形質量和成形效率產生重要的影響。由于激光3D打印涉及的工藝參數眾多,有必要通過科學的工藝優化方法對工藝參數進行優化。
實驗所使用的氣體有內層載粉氣體和外層輔助氣體兩種。內層載粉氣體的作用是通過一定的氣流來承載粉末和遠距離輸送粉末,載粉氣體在噴嘴中的位置是在中間通道,緊鄰激光通道。外層輔助氣體的作用是輔助載粉氣體匯聚粉末,使粉末流更好的匯聚成形,提升試樣成形的效率和質量。
在同軸送粉激光3D打印中,氣體的作用不僅限于保護金屬熔池或者抑制激光等離子體的產生,因此不能僅從考慮壓制等離子體的角度一味的使用較大的氣體流量,也不能僅從經濟因素考慮而盡可能的使用較小的氣體流量。氣體參數的設置應當從為了獲得更好的粉末流形態和更好的試樣成形質量的角度出發。
選擇了兩種粉末流匯聚形態的評價標準。一種是以粉末流匯聚處的最小直徑為評價標準,這種評判方法較多的用于粉末流形態數值模擬和計算等理論性實驗。由于粉末流匯聚形態影響激光3D打印制造過程中粉末的利用率以及沉積層成形高度,因此,另一種是以沉積層成形高度為粉末流匯聚形態優劣的評價標準。
在實驗研究過程中,基于上述兩種粉末流匯聚形態評價標準,提出兩種氣體參數優化方法,分別是基于粉末流匯聚圖像特征的優化方法和基于沉積層成形特征的優化方法。